<tfoot id="geme0"></tfoot>
<strike id="geme0"></strike>
<strike id="geme0"></strike>
精密五金沖壓生產,需要選對選好相應的輔助設備才能生產出優質的產品,您在選優質供應商時,建議納入考查范圍。但是東莞市禾聚五金電子有限公司想你所想,想你之未想,它擁有著全套先進的生產機器設備,能在最短的生產時間內,完成最優質且最優惠的產品。下面對禾聚公司生產時需用到的夾式送料機調整方法作以解說,希望能通過以下說明,能對精密五金沖司生產設備有進一步了解。
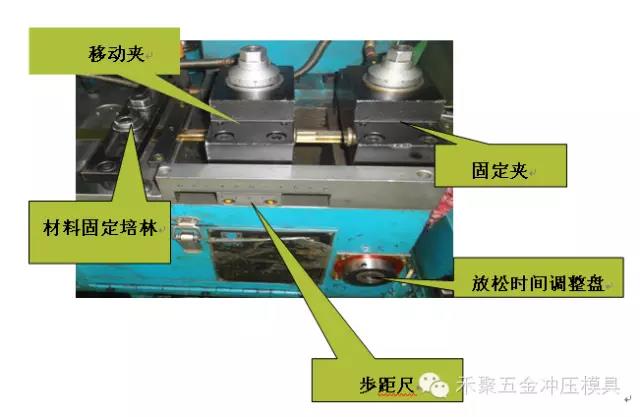
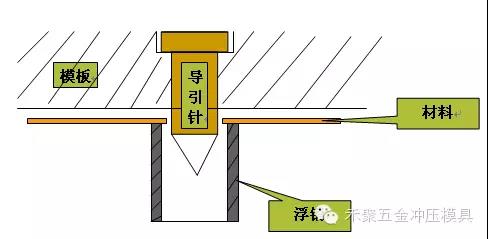
一、夾式氣運送樣機如下圖
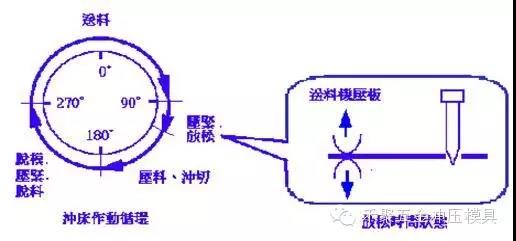
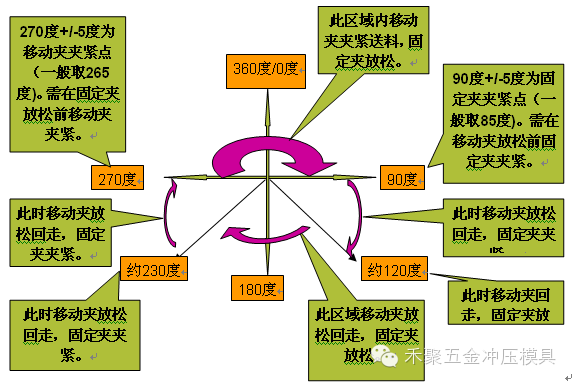
二、送料機循環動作過程
對于高速精密沖床而言對高速精密沖床而言,送料時間在270°~90°之間;固定夾夾緊至放松時間約在90°~120°、240°~270°之間;模具內定位、壓料、沖切過程約在120°~180°完成.
三、精密五金沖壓夾式送料機調整注意事項
1.當送料機夾料塊磨損時,其厚度調整不可再以刻線為準。
2.其調整方法為:先一手順時針轉動材料厚度調整盤,一手拉動料帶,若料帶可拉動,需再緩慢逆時針旋轉,直至材料拉不動后再逆時針旋轉兩小格(當材料夾緊時轉動材料厚度調整盤需用力較大,但夾死后再轉動會很輕松,找準其緊松轉換點即為材料標準厚度)再將鎖固螺絲鎖緊。若材料拉不動,但材料厚度調整盤順時針或逆時針旋轉都比較松時(表示上一款材料比此款材料厚度薄),需用手指順時針緩慢輕輕旋轉,但不可用大力,直至轉不動后再逆時針旋轉兩小格,再將鎖固螺絲鎖緊。固定夾調整同理
3.退兩小格為的是將材料夾緊,防止因材料厚度差異造成夾料不死。材料厚度管控為±0.01MM
4.移動夾材料厚度調整OK后,需將沖床飛輪順時針搖至90度,期間需檢查移動夾是否一直處于夾緊狀態。在90度時調整固定夾材料厚度,先將送料夾夾緊放松總開關調至開,在移動夾材料厚度調整盤處放置1.5T的材料,將移動夾夾料塊撐起不夾料,再將材料穿過固定夾,然后將送料夾夾緊放松總開關調至關,再依照移動夾材料厚度調整方法調整固定夾材料厚度。
注:1.固定夾需在移動夾材料放松前將材料夾緊,防止材料后退造成誤送。
5.270度+/-5度及90度+/-5度時都屬于送料機不送料區域。
6.在90度時還需調整送料歩距(PITCH)。 方法為:先將歩距調整盤鎖固螺絲用24#卡口扳手松開,再用歩距調整“T”型套筒卡住調整螺桿,依照逆時針調長,順時針調短,將基準0線調整至所需長度后,再將調整盤鎖固螺絲鎖緊。(需連續沖十次后用卡尺確認歩距是否均勻、無誤。)
注:不可不鎖緊歩距調整螺絲就進行生產
送料長度標尺一小格表示2MM.基準0線一小格表示1MM
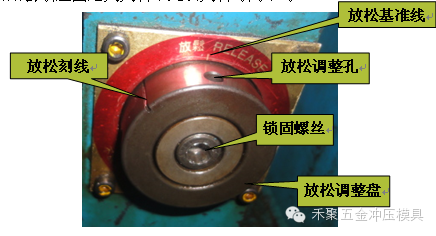
6、歩距調整OK后,需將送料夾夾緊放松總開關調至開,將移動夾材料厚度調整盤處放置的材料取下,將沖床飛輪遙至上模脫料板導引針(露出模板段)進入下模浮銷孔2/3時,調整送料機放松時間。
調整方法為:先用“T”型6#扳手將放松調整盤鎖固螺絲松開,再用“T”型4#扳手放入調整孔,將放松調整盤放松刻線與放松基準線對齊后在順時針或逆時針旋轉,并同時拉動料帶,調至拉動料帶有澀澀的感覺
注:調整固定夾材料厚度前一定要將放松調整盤放松刻線與放松基準線對齊,否則會引起固定夾夾料不緊或夾料時間不對
7、將沖床搖過180°導引針直段將要離開料帶時,需再檢查此時的固定夾是否夾緊,若沒有夾緊,需依照放松調整方法將材料調至夾緊狀態。
注:此時移動夾處于放松向回走的狀態,導引針將要離開料帶,在放料機擺桿擺動的作用力下,若此時固定夾再不將材料固定,就會造成材料后退的現象,從而引起纏帶。
8、.調整OK后需運轉一圈,檢查處于各角度送料機移動夾和固定夾的銜接是否合適。
注:1.接近270°時,移動夾在固定夾放松之前夾緊。
2.接近90 °時,固定夾在移動夾送料終了放松前夾緊。
3.導引針進入浮銷2/3時,固定夾放松。
4.導引針直段離開材料之前,固定夾夾緊。在整個一圈中,固定夾需夾緊兩次。
5.當導引針進入浮銷2/3時的放松時間與導引針直段離開材料的夾緊時間不協調時,以后者調整夾緊為準。
9、若材料經過送料機到達模具進料口時,材料的高度低于或高于模具進料口時,需對送料機高度進行調整。
調整方法為:將材料穿入模具進料口,當材料的高度低于模具進料口時,應關閉沖床主機,并按下緊急停止按鈕,用24#卡口扳手將送料機鎖固螺絲松開,(此時禁止沖床寸動或連動或單程操作,易損壞送料機或沖床或造成送料機與沖床角度不匹配。)用活動扳手或22#卡口扳手松開送料機高度調整螺桿鎖固螺絲,用22#卡口扳手調整螺桿,將送料機升高。模具未閉合的狀態下將送料機升至材料高度平于模具進料口即刻(過低易引起纏帶)。再將送料機鎖固螺絲鎖緊,而后松開送料機皮帶調整鎖固螺絲,調整皮帶松緊度,以調至手捏皮帶稍有回彈量即刻(調整過緊易造成皮帶斷裂,過松易導致皮帶脫落),調整OK后鎖緊送料機放松鎖固螺絲即刻。
附:當送料機與沖床角度不匹配時易造成送料機調整困難或夾料不死及倒退現象。其校正方法為:
1、放松皮帶,盡量是皮帶脫離送料機齒輪
2、搖動飛輪,使沖床角度運轉至345°-350 °
3、旋轉送料機齒輪,使其送料刻度尺“零對零”(0----0)需為前進時零對零
4、將皮帶套上送料機齒輪,調整皮帶松緊度后鎖緊螺絲。(注意使送料機刻度尺“零對零”(0---0)

四、精密五金沖壓夾式送料機夾力的調整
送料夾取力是利用彈簧的動作,在運轉夾式送料機之前,送料夾子夾取和停止。夾式送料機夾取夾子已被適當地調整,因此一般沖壓不需要調整。但在一些特殊送料例中,例如柔軟的材料是非常容易被夾式夾子所損傷,因此調整快速量規的厚度來降低夾力是必需的。

東莞市禾聚五金電子有限公司是一家專門做精密五金沖壓的連接器生產廠家,公司于2009年7月通過ISO 9001:2008和ISO 14001:2004認證。2013年推行TS16949認證。2014年7月通過認證。未來、禾聚將不斷深耕技術,立足于精密電子,汽車,醫療連接器領域。立志成為中國最專業的精密電子五金沖壓廠家,以協助客戶提升競爭力為己任。