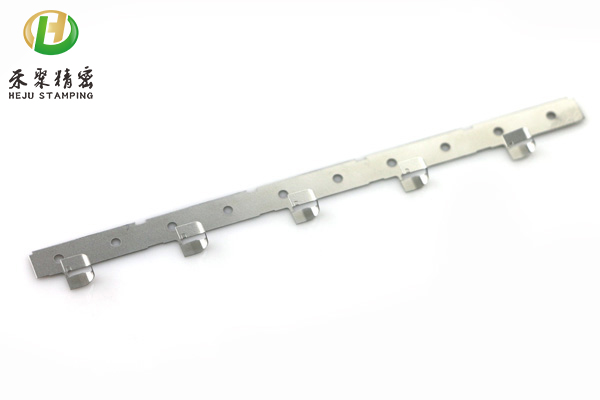
隨著市場手機量的增加,其手機馬達彈片的需求也在日益上增。在注重高效生產的同時,品質管控尤其重要。為了快速有效的解決問題,恢復生產,東莞禾聚精密通過數年的生產經驗,總結出影響手機馬達彈片尺寸變異的原因如下。
1、刀口磨耗:毛頭太大或尺寸變大(切外形);變小(沖孔);平面度不好。重新研磨或更換沖模。
2、沒有引導:引導銷或其他定位裝置沒有作用,送料機沒有放松或引導銷徑不一,無法矯正引導。定位塊磨損,送距過長。
3、沖模太短:彎度變大,倒角不夠,成形不完全。
4、逃孔不夠:受擠壓或括傷或變形。清理逃孔或加大逃孔和深度。
5、頂出不夠:送料不順、料條彎曲、脫料不佳、上模拉料、加長頂出。
6、頂出不當:頂料銷配制不當,彈簧力不適當或頂出過長。調整彈力或改變位置或銷數量;銷磨短配合。
7、導料不佳:導料板長度不yi或導料間隙太大,或模和放料機偏斜或模與送料機距太長。
8、下料變形:部份彎曲件不能容許料重疊,須每次落下,或碟形應變可用壓力墊或剪斜à克服。
9、彎曲變形:上彎彎處擠料;近接孔受拉力變形,受力不均彎à傾斜沖頭不夠長。
10、沖剪變形:材料扭曲不平,尺寸增大或偏心不對稱。